Carrier spinning method
Wet spinning
Wet spinning of PTFE usually in viscose or polyvinyl alcohol (PVA) as the carrier, mix with PTFE powder or emulsion dispersion, and add a small amount of boric acid, make spinning solution , perform wet spinning, spinning head placed in sodium sulfate and ammonium sulfate coagulation bath, dope from the nozzle in the coagulation bath solidified into fiber, fiber after leaching roller soft water leaching, again after oil roller and drying roller respectively, in 380 ~ 400 ℃ high temperature sintering, remove PVA carrier carbide, stretch to make PTFE fiber under 350 ℃. This method of spinning spend process cumbersome, high processing cost and energy consumption and time-consuming. Guo Yu-hai and others invented a highly efficient rapid method of preparation of PTFE fiber. This method will first evenly mix low relative molecular mass of volatile organic solvent with water, in under the condition of stir with PVA, continue to stir until completely dissolved, mixture of PVA water solution. Then the PVA water solution and persulfate, PTFE dispersion mixing uniformity, dope. Then borate or boric acid dissolved in water, with alkaline pH adjustment as alkaline, mixture coagulation bath. Finally adopt the wet spinning equipment of conventional , the spinning fluid conveying to the nozzle, through metering pump metering, direct spinning in the coagulation bath, then drying, sintering and stretch, the PTFE fiber is made.
Dry spinning
This method is PTFE gel realized by dry spinning. PTFE is first concentrated dispersion and PVA blended, add gel regulator boric acid or Borate salts and alkalis adjust the pH to alkaline, whisking to a sudden increase in the viscosity and gel formation, are spinning solution. And then dry them using conventional spinning equipment, gas pressure or screw spinning liquid to the spinning head, measured in metering pumps, dry spinning, and then dried, prepared mixture of PTFE and PVA fiber. Finally using conventional sintering and stretching equipment, will be mixed sintering to remove PVA fiber, finally after stretching process stretching, PTFE fiber preparation.
Carrier spinning method is the most mature method of preparing PTFE fiber, and has been one of the few companies to realize industrialization. Among them, Japan toray company USES mass fraction 60%, the average particle size was 0. 3 microns of PTFE, and the mass fraction of 2% sodium alginic acid aqueous solution of the emulsoid mixed spinning, the fiber by coagulation, bath again after washing, drying, and under 380 ℃ hot stretching, removal of alginic acid sodium, gain PTFE fiber, its monofilament linear density of 0. 67 dtex and fracture strength of l. 25 cN/dtex, elongation at break of up to 59%, the method of spinning dope spinnability better than with viscose as carrier of PTFE dope spinnability. Showa industries, the use of the 114 mass fraction of 60% PT – 100 FE dispersed emulsion and cellulose of mass fraction of 8.9% viscose spinning solution spinning, after solidification of the nascent fibers by water, squeeze liquid, with 0. 05 mol/L Na0H processing, and the fiber heat treatment under 280 ℃ and hot stretching under 320 ℃, the final heat treatment 72 h under 320 ℃, the fiber’s breaking strength for 1. 16 cN/dtex elongation at break was 16.1%. In addition, Beijing demonstration plant will be 60% mass fraction of PTFE emulsion and 10% mass fraction of PVA solution in proportion of 1:1.5 the spinning solution spinning, after solidification of the fiber by acetal, washing, drying, sintering and stretch to PTFE fiber system.
Cutting film splitting method
Cutting film crack method in the early 1970 s by the Austrian Lenzing company development and industrialization, in the preparation of PTFE fiber, need to make PTFE powder sinter cylindrical PTFE parison, cutting it up with a certain thickness of the film, and then by serrated tool divided into silk, above the melting point (327 ℃) sintering, then through stretching and end up with PTFE fiber heat treatment. This method can get the fiber with microporous structure, and high strength. Multifilament can be used as the sealing filler material, short fibers, can be used in the needle felt.
In addition, the PTFE film or sheet can also be cut into tiny width, and then direct tensile narrow fabric made of high strength PTFE fibers. But it is difficult to maintain uniform obtained by cutting along the longitudinal direction through the narrow width of the fabric, and narrow fabric tends to end part of fibril, so much stretch in narrow fabric PTFE fibers easily broken or through partial cutting in the longitudinal direction of the film are filament PTFE membrane orientation. Along the membranes of the longitudinal direction and in the transverse direction of the film with a z shape or linear-convex shape embossed and cut, the resulting filament including individual fibrils partially broken rule the network structure. PTFE fibers produced this way the individual fibrils with small average size and uniform size.
Japan Asahi of into Corporation through cutting film crack legal into has high stretch strength, and resistance chemical performance excellent of PTFE yarn. will containing hole rate 48% of PTFE film tear into 222 dtex of fiber, again on its added twist to 750 twist/m, in 440 ℃ and 1 000 m/min Xia stretch, get of fiber line density for 55 dtex, and containing hole rate 1%, modulus up to 294 cN/dtex.
Paste extrusion spinning method
Paste extrusion spinning usually PTFE powder 16% ~ 25% with mass fraction of volatile lubricants mixes, tune into a paste, made of shaped prefabricated embryos, and under certain pressure through a spinneret with a strip of die extrusion spinning, and then by drying, sintering, high stretch under high temperature, non-uniform white yarn. In addition, can also squeeze film extrusion equipment or thin strips, then by a rolling process to remove additives, and longitudinal cutting, drawing and fluffy after processing, are PTFE fibers were made by paste extrusion of thin wall, small diameter and permeability of PTFE hollow fiber. PTFE powder in conditions below its melting point made of PTFE hollow fiber, and then fired 10 min at 350 ℃, 250 ℃ under 400%, was 0.76 mm inner diameter and wall thickness of 0.10 mm, diameter of less than 0.15 mm hollow fibers.
In 1997, M. Shimizu proposes a method for preparing high strength and PTFE fibers by paste extrusion. Added to the PTFE powder mass fraction 20% of lubricants, embryo, extrusion, gained single wire, heated treatment and then 350 ℃ 1.5h, and 387 ℃ to 50 mm/min of speed stretching 10 times, received strength as much as 1.56 ~ 2.82 GPa PTFE fibers.
The PTFE powder was mixed with a lubricant (isoparaffin oil Isopar-E) to form a paste, standing at 0 ℃ 180 h at 40 ℃ cure 30 h, make the mix full wetting and swelling, then press embryo and extrusion , handle 2 h under 340 ℃, and then to 0. 5 c/min speed down to room temperature, finally stretching to get in a 370 c PTFE fiber, 3.5 ~ 4.0 cN/dtex the fracture strength, elongation at break is 22%.
Melt spinning method
Melt spinning is PTFE content to 4% ~5% of perfluorinated ethylene copolymer of perfluoro-n-propyl ether mixed spinning melt, after spinning by screw extrusion machines pump quantitative pressure injection hole, making it into a fine stream into the air, and cooling in the spinning channel into the wire. PTFE fibers high strength of this method, but PTFE supermolecular structure changes after melting, leading to its ductility disappeared and molecular chain orientation stretch is blocked, together with PTFE high viscosity and apparent flexibility, PTFE melt fiber prepared by screw extruder for direct comparison difficult, difficult to achieve industrialization. Plunger extrusion method can overcome this difficulty. The plunger in the extrusion process, due to extremely low surface energy of PTFE and wall-slip phenomenon, reduce unnecessary shear in the flow process, so they can be on PTFE melt spinning. Li Min and other person in Donghua university, are prepared by the PTFE fibre with high molecular weight. Tervoort by high relative molecular mass such as PTFE and PTFE mixed with low relative molecular mass, melt processing, preparing PTFE filament. Properties of PTFE fibers produced this way worse than that of pure PTFE fiber with high molecular weight.
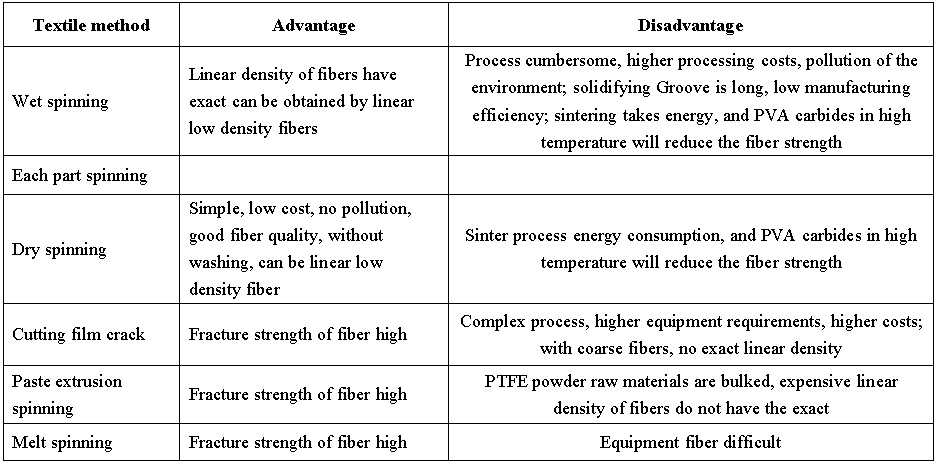
Comparison of advantages and disadvantages of these different spinning methods are shown in table 1.
Table 1 Advantages and disadvantages of PTFE spinning method
![]() The research progress of PTFE fiber preparation technology.pdf
The research progress of PTFE fiber preparation technology.pdf