Polytetrafluoroethylene (PTFE) resin was invented by Dr. Champlain Kate (Plankett) in 1938 and formally put into industrial production by Du Pont in 1950. PTFE as high crystallization of tetrafluoroethylene monomer polymer is a kind of thermoplastics of white waxy feeling. In PTFE, fluorine atoms to replace the hydrogen atoms in the polyethylene, due to the radius of the fluorine atoms (0.064 nm) is greater than the radius of the hydrogen atom (0.028 nm), makes carbon – carbon chain of polyethylene flat, at full stretch and conformation is reverse to the PTFE spiral conformation. The helical conformation is surrounded in the PTFE are susceptible to chemical attack skeleton of carbon chain, formed a close completely “fluorine generation” protective layer, makes the main chain of the PTFE is not affected by the outside world any reagent, make PTFE has unmatched by other materials in solvent resistance, chemical stability and low of cohesive energy density; At the same time, carbon – fluorine keys is extremely strong, the key can reach 460.2 kJ/mol, than carbon – hydrogen bonding (410 kJ/mol) and carbon – carbon bonds (372 kJ/mol) is high, the PTFE has good thermal stability and chemical inertness. In addition of fluorine atoms electro negativity is great, and tetrafluoroethylene monomer with perfect symmetry and make the PTFE intermolecular attraction and low surface energy, so that the PTFE has very low surface friction coefficient and good ductility when low temperature; At the same time also make PTFE creep resistant ability is bad, it’s easy to have a cold flow phenomenon. No branch of PTFE symmetrical main chain structure also makes it highly crystalline, so it is difficult to machining.
Pure PTFE is suitably modified, can improve the comprehensive performance, and expand its applications in various fields. at present, the modification of PTFE is mainly based on the principle of composite; it combined with other materials, to make up for the defects of PTFE. Modified methods mainly include: surface modification, filling modification and blending modification, etc.
The surface modification of PTFE
The extremely low surface activity and tackiness of PTFE limits its ability to combine with other materials, especially the adhesive of the PTFE film skeleton with other materials. At present, the solution of the PTFE adhesive, mainly through the surface of the PTFE activation to improve its surface tension, then choose the suitable adhesive for bonding. PTFE surface activation generally based on several methods such as the displacement, crosslinking, grafting, oxidation and recrystallization. Technology of surface modification of PTFE commonly used are: the method of reducing agent (sodium – naphthalene solution permutation method), high temperature melting method, plasma treatment, laser radiation chemical processing method, silicate modification method, force method, etc.
Reducing agent method (sodium – naphthalene solution permutation method)
Sodium – naphthalene solution permutation method in all the modification methods are now known to effect is better, is widely used. Its principle is: the Na to the outermost electron transfer to naphthalene empty orbit, form anion free radicals; With Na + ion pair formation, can release a lot of resonance, to generate the dark green metal mixture of organic compounds. These compounds of high reactivity, contact with PTFE, sodium can destroy C – F key, ripped the partial fluorine atoms on the surface of the PTFE, left on the surface of carbide layer and the – CH, CO and C = C, – COOH polar groups; The depth of carbonation layer is about 0.05 ~ 1 micron, the surface tension of the PTFE by 18.5 x 10-3 N/m increase to 50.0 x 10-3 N/m, the surface has high polarity and high surface energy.
With this method the activation of PTFE with epoxy – polyamide adhesive bonding, the shear strength can be more than 10.7 MPa. According to the data reported, it cannot reach many industrial requirements on bonding strength when PTFE shear strength of bonding under 10.7 MPa. Xu Baoguo by sodium naphthalene solution activation of PTFE surface, and form a complete set of J – 2021 adhesive is developed, the shear strength reach 13.7 MPa above, better meet the requirement of some of the applications of industrial sector.
This method also has some obvious disadvantages, such as: glued surfaces dark or black, under the environment of high temperature resistance is reduced, surface cementing performance under long-term exposure to the light will greatly decrease; Makes the method of application is limited by a lot. Also have reported, after adding carbon black PTFE and adhesive and hydroquinone, light resistance can be greatly improved.
Besides sodium -naphthalene tetrahydrofuran corrosion liquid sodium, sodium -biphenyl dioxane, sodium -naphthalene ethylene glycol dimethyl ether and other processing liquid also has a good effect.
High temperature melting method
The basic principle of this method is: under the high temperature, crystal morphology change, make the surface of the PTFE embedded some high surface energy, easy adhesive material such as SiO2, Al powder, etc.; After cooling will form a layer on the surface of PTFE modified layer can be sticky substances are embedded. Because of the easy sticky material has entered the PTFE surface molecules, destroy it equivalent to intermolecular destruction; so, the bonding strength is high. This method has the advantage of weatherability, wet and heat resistance than other methods, suitable for outdoor use for a long time; Shortcoming in high temperature sintered PTFE emit a kind of toxic substances, and PTFE membrane shape is not easy to maintain.
Plasma treatment
Plasma processing is exposed to the gas plasma polymerized to material, the use of plasma bombardment material surface, causing many changes the structure of the polymer material and the surface modification of polymer materials. The active substances in plasma can various interactions with polymer material surface; plasma processing mechanism of polymer surface is different. Has been reported with CF4 plasma gases, C2F6, CF3H, CF3Cl, CF3Br, NH3, N2, NO, O2 and H2O, CO2, SO2, H2 / N2 and CF4 / O2, O2 / He, air, He, Ar, Kr, Ne, etc. Badey J P disposes PTFE by microwave plasma downstream processing, makes it surface modification. PTFE is disposed With O2 / N2 / O2, surface without modification; Using NH3 plasma treatment, the PTFE surface polarity composition increase, the hydrophilic also increase.
Several parameters which easy to adjust such as operating gas pressure, electric field frequency, power and action time in plasma treatment process , can obtain the ideal control and produce good results. Such as under the condition of high electric/gas density ratio of PTFE surface modification, surface modification of PTFE can be compared with the usual process increased significantly.
PTFE and the adhesion about the aluminum metal were studied by Zhang E C and others. They first use argon plasma (frequency is 40 kHz, power is 35 W, argon gas pressure is 80 Pa) for preprocessing of PTFE and exposed to the atmosphere about 10 min to produce oxide and peroxide; Then conducted on the glycerin alcohol acrylate (GMA) grafted copolymerization, then thermal evaporation of aluminum, results make the adhesion force that PTFE with GMA grafted polymer and Al is 22 times as big as between PTFE and Al, it is also only three times after Ar plasma pretreatment.
Laser radiation method
Laser surface processing with high power density of laser beam, in the form of non-contact heating surface, with the help of the material surface itself conduction cooled, live up to its surface modification process. It has many advantages in material processing, the other surface treatment technology is difficult to match: (1) The energy transfer is convenient, can choose to be processed work piece surface is the local reinforcement; (2) The energy concentration, the processing time is short, small heat affected zone, laser processing, deformation is small; (3) Processing complicated shape of work piece surface, and easy to realize automatic production; (4) Modification effect is more significant: high speed, high efficiency, low cost; (5) Usually can handle only some sheet metal, not suitable for dealing with thicker plate; (6) Due to the laser damage to the human eye, affect the safety of the staff, so be committed to the development of safety facilities.
Steps of this method are as follows: put PTFE membrane in monomers of fumaric acid, methyl acrylate, styrene polymerization, such as with Co60 radiation, the monomer grafting polymerization on the PTFE membrane surface, thus in PTFE membrane surface to form a layer of adhesive of graft polymer easily. PTFE in three dimensional directions after grafting grew up, and keep shape, but lost the original luster and lubrication; Surface roughness increases with increasing the amount of grafted, but surface does not change color, and surface resistance in a wet environment change.
Silicate activation method
Porous PTFE with SiX4 after processing, then through hydrolysis, can achieve the purpose of make PTFE surface activation; this is “silicate modification method”.
As early as 1959, Herr has used SiCl4 processing and hydrolyzed to silicate surface treatment methods of PTFE and the formation mechanism of surface oxide layer are discussed in this paper. Thereafter Rossbach use SiF4 to activate PTFE surface, using ESCA (X-ray photoelectron spectroscopic analysis) to verify the modification result. On the basis of this, the modification technology by Mohammed step further. They think: traditional modification method can change the chemical structure of PTFE, thereby the influence of different degree of the inherent structure of PTFE; and this modification will not change the chemical structure of PTFE, and can achieve the goal that make its surface activation.
Force chemical treatment method
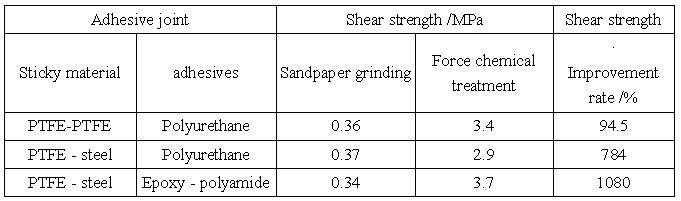
“Force chemical treatment” is glued on coated with adhesive friction material surface, by chemical action, the adhesive molecules combine with material surface chemical bond, thus greatly improve the bonding strength of joint. This is a new method used to glue stick plastic.
The principle is the polymer surface under the action of external force, strength degradation and form free radical chains, and adhesive molecules form covalent bond, produce strong interface bonding. This has been confirmed by the ESR (electron spin resonance spectroscopy) and ATRIR (internal reflection FTIR).Table 1 lists the joints Bonding strength contrast of PTFE after chemical treatment and processing of sand paper burnish, the bonding strength of contrast.
Table 1 Adhesive joint shear strength contrast of PTFE
Filling modification of PTFE
Suitable for filling PTFE packing must meet the following requirements: (1) under the condition of 380 ~ 400 ℃ sintering stability;(2) particle size is 150 microns or less;(3)not moisture absorption;(4) under the condition of sintering, itself not cluster;5. Do not react with PTFE. According to these requirements, the commonly used fillers are: glass fiber, carbon fiber, graphite, quartz sand, molybdenum disulfide, amorphous carbon, calcium fluoride, bronze powder, ceramic, polyimide, polystyrene, poly hydroxy acid ester, etc.
The application of filled PTFE products components according to fill products environment to decide, with single filler filling, also there are several kinds of filler composite filling. Such as: 20% SiO2 filled PTFE used as the oxygen compressor piston ring,10% polyimide,15% glass fiber, 5% graphite composite filled PTFE used as hydrogen booster piston ring, etc. The single packing of PTFE can improve some performance, but adverse influence on the performance of some other. Such as glass fiber filled PTFE resistance to wear life can increase 1 000 ~ 2 000 times, use the PV value of about 10 times; But the friction coefficient increases, load variables to reduce about 10%.Again, such as the addition of graphite improved PTFE dimension stability, drug resistance, resistant to compression creep and thermal conductivity; But abrasion resistance is poor. Therefore, usually adopt several packing composites filling to filled PTFE products with excellent properties. As applied to the injection molding machine of PTFE bearing consists of PTFE filled with glass fiber, graphite, carbon fiber, copper powder and Fe2O3, its mechanical properties, electrical conductivity, cold flow property and wear resistance are improved; Applied to the guide rail with boring machine is made of glass fiber, graphite, bronze powder, MoS2 filled PTFE composite materials; Used to import equipment accessories and high strength wear resistant filling PTFE seals, is made from 15% 10% glass fiber, carbon fiber filled PTFE, its friction coefficient is 0.17, the abrasion value is 0.000 1 mm, grinding crack width is 3.7 mm, reach imported equipment and more random accessories required.
The blending modification of PTFE
Liquid crystal polymer modification of PTFE
Liquid crystal polymer (LCP) is a unique member of the family of polymers; it refers to the liquid when some parts of the macromolecular chain can still each other are arranged orderly in the polymer. Polyphenylene ester is also called the poly hydroxy benzoic acid benzene ester, is a kind of liquid crystal polymer and the type of chain linear molecules, it has high crystallinity (greater than 90%), make it difficult to melt flow, generally uses the moulding. In 1970 the United States emery company first successful develop the product. Polyphenylene esters in larger temperature range has high rigidity, high compression creep resistance, high thermal stability, even if heated to 538 ℃ is not melting, at the same time both heat conduction and insulation as well as excellent solvent resistance and radiation resistance. Because of the special molding process of PTFE, so used for liquid crystal polymer modified PTFE must have very high heat resistance, and the molten state of viscosity is very big, can satisfy the PTFE sintering conditions. Meet the above conditions of liquid crystal polymer with all together p-hydroxy benzoic acid benzene ester is the most suitable. Began in the 1960 s, American Carborundum started manufacture of PTFE/polyphenylene ester material .In 1973, Japan Daikin company produced and sold the materials, the commodity was called “Polyflon 7060”.After 1979, Japan’s Sumitomo chemical industrial company from emery bought and modified polyphenyl ester production technology, to produce the blending materials and had a large number of listed, its brand has EkonolS200, EkonolS230, EkonolS300 and EkonolS330, etc. Since the 1980 s, the material market demand increased rapidly.
According to reports, to use type liquid crystal polymer as modifier of PTFE, the wear resistance of PTFE can be improved more than 100 times, significantly improved the wear resistance of PTFE, and maintained the characteristic of low friction coefficient.
Liquid crystal polymer modified PTFE abrasion mechanism is: the liquid crystal polymer melt after high temperature has excellent liquidity, formation heat transfer; the result of the heat transfer inside the liquid crystal polymer in PTFE matrix to move form the gap along the PTFE micro fiber. In alloy composition ratio and sintering temperature is appropriate, these micro fiber end are interconnected to form a dense and uniform in the PTFE matrix three-dimensional network; These networks tightly envelope PTFE matrix and reinforcement effect, greatly restricted and prevented the PTFE belt wear, the wear and tear of PTFE turned into tiny particles plough wear, thus improved the wear form of PTFE and course, raised the wear properties of PTFE.
Other plastic modification of PTFE
Thierry mix PTFE with copolymer (FEP) of tetrafluoroethylene and hexafluoropropylene after electronic radiation, through high heat sintering in nitrogen self-lubricating composite materials. Research shows that: when the filling amount of FEP were 35% and 50% respectively, the corresponding friction coefficient of the composite material is 0.09 and 0.11, are lower than the pure PTFE friction coefficient; When sliding speed reach 0.01 m/s and 0.05 m/s, the wear rate of the composite is 8.6 x 10-6 mm/(N, m) and 7.7 x 10-6 mm/(N, m), were far lower than the wear rate of pure PTFE [each 0.43 x 10-6 mm/(N, m) and 1.2 x 10-6 mm/(N, m)];Compared with the hard particles filled PTFE composites, no etching on the surface of side effects. When the blend contains 35% FEP, can significantly improve the tensile strength of the PTFE, explain these two kinds of polymer compatibility is good. Japan develop a PTFE/PFA (soluble PTFE) material, made ball valve sealing material, it not only improves durability but also products easy to hot welding. Abroad with PTFE and polyurethane block copolymer (FPV) making artificial heart blood and blood circulation of elastic material, this material is not only meet the durability, flexibility, strength, and molding requirements, but also in contact with the blood will not make bad blood, also won’t destroy blood components, the most important thing is not to form blood clots.
Polyphenylene Sulfide Modified PTFE Blend Materials(PTFE/PPS) has excellent creep resistance and dimensional stability. The blending material, PPS mass fraction is 20% ~ 40% commonly, in order to improve the mechanical properties of blend material, usually also filled with other inorganic materials, such as glass fiber, carbon fiber, etc.
PTFE emulsion used for metal spraying, the base material has poor adhesion and membrane is soft. In order to improve these properties, usually with other high polymer materials, such as phenolic resin, polypropylene resin, epoxy resin, polyimide, PPS, etc.) And its blending, can make the modified PTFE coating film hardness, abrasion resistance, and make the film at low temperature. for example, the coating of PTFE and PPS blending has strong adhesion to the metal, heat resistance and corrosion resistance, they can withstand oil, acid, can be used as the heat protective coating of organic matter, inorganic salt chemical industry equipment, can also be used on the cooker, pastry mould, rubber mould and film coating.
Nanomaterials are new materials with excellent performance which develop in recent years, it has good plasticity and toughness, its hardness and strength is 4 ~ 5 times higher than ordinary liquid crystal materials. It is essential to the wear and tear of PTFE in macromolecular slip or fracture under the action of external force, so that the material is pulling on the surface of the crystalline region and the slice to accidentally, caused by adhesive wear. After filling A12O3 in the PTFE, the hardness, compression strength, elastic modulus and creep performance can been improved to varying degrees, and this is because in its contact with the metal surface, packing plays a role of bearing .PTFE macromolecular implicated by filling at the same time, unlike in the filled PTFE as easily, and obviously improve the wear resistance.
It is important to note that although the nano Al2O3 can improve the wear resistance of PTFE, it can lead to severe plastic deformation; and not the content of nano filler is higher, the wear resistance of filled PTFE composite material is better. He Chunxia used to measure the filled PTFE wear mass loss and the relationship between load data; When the mass fraction of nano Al2O3 is 10%, material performance is better. So only in adding the right amount of nano Al2O3 in substrate, can make the hardness and strength of the PTFE increased, can not only improve the wear resistance of PTFE, but also will not lead to severe plastic deformation.
Expectation
Modified PTFE material is a promising new type of PTFE, should vigorously develop, and make its commercialization, variety series.
If you need more information about our products, please contact us:
infocorefrp@gmail.com
Our engineers will answer you and provide free samples.